











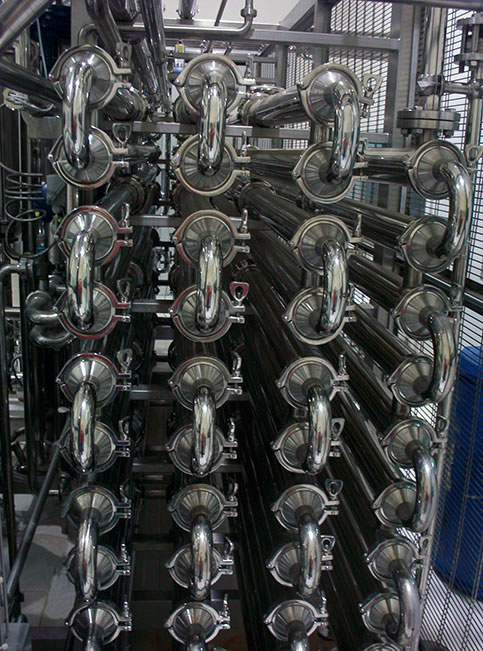


MULTITUBULAR OR MIXED ADINOX STERILIZATION PLANTS, are modern equipment where the most sophisticated heat exchange and automation techniques have been applied. The tubular heat exchanger is constructed of modules of 4-6m long in AISI 316L stainless steel connected in series, through special clamp connections, which allow easy internal inspection. Each module contains heat exchange tubes that can be smooth or corrugated to improve the thermal exchange of difficult products with medium-high viscosity.
The products processed in our equipment maintain their flavor and nutritional value similar to fresh products, but with the great advantage of being able to be stored at room temperature for many months or years, avoiding the use of preservatives.
● Possibility of working at high pressures with very viscous products such as purees or creams.
● Possibility of processing products with particles or fibers in suspension without clogging.
● High flow rates.
● High heat exchange coefficients with higher thermal recovery up to 87%, shorter total process time and consequently, better products.
● Work autonomy up to 16-20 hours with milk and up to 120 hours with juices.
● More efficient cleaning with shorter cleaning times.
● Minimum product-water mixture at the beginning and end of production.
● Easy inspection of heat exchanger tubes.
● Very low maintenance cost.
● Great working life.
● The product passes only inside the heat exchange tubes and never outside.
● The heat recovery is performed by a recirculation system with sterilized water, this cools the sterilized product and then transfers the heat to the product input that is thus heated.
● The plants with flow rates between 1,000 and 24,000 L / H are dispatched, pre-assembled and tested, therefore the time required for connections and starting will be minimal. The particularly sophisticated automation makes the usage simple and also guarantees a high and constant quality and a certainty about the sterility of the processed products.